|
|
Post by Johansson on Oct 9, 2013 4:43:31 GMT -5
and the oil supply is really through the small holes of the thrust washer so the oil does not pass outside? Cheers Ralph translate.google.at Hi Ralph, I tested with 8 bar compressed air and I am seing some minor leakage all around the thrust washer but that is probably normal since there is no gasket between the washer and seat. Cheers! /Anders |
|
|
|
Post by Johansson on Oct 9, 2013 4:49:15 GMT -5
Anders you know me as Maj on Landracing Can you assemble the shaft,bearings compressor etc and check in the lathe like you have the shaft pictured, just to be sure your runout does not change when assembled , also let you accurately check the cold end float Hi Maj! Will do that tonight if I have time. Cheers! /Anders |
|
|
|
Post by Johansson on Oct 9, 2013 4:52:41 GMT -5
I am not totally familiar with how this engine goes together but from an outsiders failure analysis.... It is looking to me as though it all started with a lack of oil distribution in the area of the piston ring sleeve. The wear at 4 o'clock on the sleeve may be that it just decided to grab at any random point on the sleeve and then drag material around, if it was left to run longer I am sure you would have seen marks around the full circumference. I assume?  the piston ring sleeve is in the same area as the front thrust bearing so as oil poured out of the damaged sleeve and temp went up this lead to oil starvation on the front thrust bearing. As this got hotter and expanded tightened the spacer and the rear thrust bearing leaving the marks. I am not sure that the bore of 30.670mm instead of 30.607mm would be a huge problem as long as the oil pressure was kept up and the shaft was balanced. I can't see any damage that screams vibration as the problem? One thing I am interested in was what type of oil you are using? Cheers Ian... Hi Ian, The thing is that the engine sounds weird even before the oil pressure drops so I agree with John that bad allignment of the comp housing/shaft tunnel is the most likely cause for the damage. I use regular syntetic 10W40 oil. Cheers! /Anders |
|
|
|
Post by Johansson on Oct 9, 2013 4:53:52 GMT -5
Double post.
|
|
|
|
Post by Johansson on Oct 9, 2013 5:06:37 GMT -5
Hi Anders The sleeve certainly appears to indicate misalignment between diffuser housing and shaft tunnel , a couple of locating dowels should fit that , theres not much clearance between the holder and shroud as those rings are rather thin and if we want to keep ring gap at reasonable levels we have to have good alignment . Thrust washer wear ......if the thrust washer pocket and the diffuser to shaft tunnel face were machined at the same time then the thrust surfaces of the pads should be all the same and wear should be over all of them ....BUT .....when I measured the heights of the thrust pads to diffuser rear face on the 10/98 after initial installation I found they were of slightly different distances , initially I thought I'd stuffed up somewhere with the machining , but after lotsa measuring I found that the thrust washer pad heights weren't equal , I felt it was a result of its manufacturing process , and it would "run in " after a bit of use . The "isolated" wear spot on the rotating component of the thrust washer is more of a concern as it indicates either its not running true or that the shaft was wobbling from an out of balance , and/or exacerbated by the lube failure................you will need to fit everything back onto the shaft quill and torque up the nut to specs and check for true running of the components . Piston ring holder is nice and coloured all around which sorta indicates it was running relatively true against the ring shroud , or jammed so hard against it that it didn't have a chance to move away even if slightly out of true . Non rotating rear thrust surface .........if you place a straight edge across it can you see if the wear is "tapered" away from the centre , if most of the wear is at the outer edge its probably been caused by the rotor wobble/gyrations , its only a buffer bearing to fix end float so shouldn't be showing any wear as thrust is always forward , but the problems further forward have most likely caused a rearwards force and jammed the rotating component hard against it . Shaft tunnel bore .............your 30.670mm should be OK , the Garrett 30.6070 allows for some wear of the rotating bushes after a few thousand hours of work,(the cast iron centre housing doesn't generally wear much) before problems appear with attaining their design rpm, and as you are using new bushings and will probably never have worn ones in the engine it shouldn't be a problem . The bearings are 30.4597 mm minimum diameter, so you'll have a maximum diametric clearance of 0.2103mm , radially 0.10515mm well within the 0.0800- 0.1800mm range. Now the TurboMaster data is a little vague as to whether or not the "radial clearanc" is just the bush OD to bore clearance or if the shaft to bush ID clearance is also added on , the shaft to ID clearances are much smaller than the OD ones , its a balancing act to get the driving torque to friction ratio just right to achieve the correct bush rpm, so even if the maximum shaft to bush ID radial clearance is added on , ~0.025mm , you're still nicely within the range . Some new bearing bits , a balance , a couple of locating dowels , and she'll be ready for more action :-) Cheers John Hi John, Very good to hear that the journal bearing bore is ok, it would cause me lots of trouble trying to add a sleeve to the shaft tunnel. I´ll check the rear thrust washer and the assembled turbine shaft and get back to you with the results, to be honest I didn´t measure the axial play during the last assembly so it might have been on the tight side. This time I will do everything by the book. =) I called the turbo rebuilder yesterday and the bearing kits are on their way, he will get back to me to discuss the shaft balancing. I am not sure if the parts are balanced separately or as a unit, but if possible it would probably be best if he could balance the whole assembly in one piece and mark everything up so it can be assembled identically in my engine. While I am at it I will redesign the internal scavenge lines a bit, the threads at the ends are dangerously close to breaking through the hydraulic tubes so I will make new steel tubes with finer threads so I dare to torque the AN couplings a bit more. With some bad luck the scavenge tubes coming out of the engine can snap while fastening the AN couplings from the scavenge pumps and that would mean a complete engine disassembly again... =( Cheers! /Anders |
|
|
|
Post by Johansson on Oct 9, 2013 6:39:45 GMT -5
Sorry to hear about your minor snag...it may be small comfort that even the big companies with teams of engineers have growing pains too. I had a few ideas that I thought might be worth throwing out there. When a journal bearing "lifts", the rotational motion of the shaft sets up a hydrodynamic wedge and the stable equilibrium position of the shaft centerline can be offset to the location similar to the 4 o'clock position to your wear mark. (See Figure 1, www.intechopen.com/books/tribology-fundamentals-and-advancements/lubrication-and-lubricants). If you ran low on oil flow, the rotor may have begun to climb and caused the wear, or you could have entered a whirl/whip mode on the rotor (since its rotordynamic behavior is a function of bearing stiffness, which is a function of flow rate and viscosity (which itself is a function of temperature)). The literature on hydrodynamic journal bearings commonly refers to both reduced oil supply pressure and increased outer journal clearances as a means to reduce the threshold speed at which the rotor enters instability. It's hard to think that 0.002 inch increase in clearance would cause a problem, but maybe a small increase in the bearing OD clearance changed the RPM where the instability mode is entered on the outer journal...that is one of the challenges of floating journal bearings, the opportunity to get instabilities in both the outer oil film and the inner film, thus the complicated non-linear response of these systems. The other big challenge is that journals must pass through various sub-synchronous (less the one per revolution) vibrational modes before they reach the challenge of the synchronous vibes (one per revolution...like an out of balance)...but that being said, if you stay true to the original design, it really shouldn't behave differently? The first instablity mode usually entered by the rotor is a conical mode (shown in Figs. 5 and 14 in the paper John provided the link to), which would cause a large centerline deflection at the compressor end, thus maybe why your piston rings were so worn? I look forward to seeing your next steps and wish you good luck! Chris Hi Chris, Thank you for your input, rotor dynamics is obviously a very complex subject. The fact that the engine has run flawlessly earlier with the same oil pressure and bearing clearance indicates that something else is causing the problem, engine core alignment it on top of the list right now. /Anders |
|
|
|
Post by Johansson on Oct 9, 2013 6:43:40 GMT -5
Sorry it has been a long time since I have posted but on such an event I must break my silence. I do lurk here EVERY day though  Anders amazing build and hope all works well and you kick Murphy in the teeth;) But my main reason to post is I think Racket and yourself should be elevated to "Turbine God" status;) I could explain more but the alcohol is free flowing this evening impairing my typing skills. Best of luck and hope to see the beast roar to life. On aside note have you named her yet?? If not I nominate BITCH for her name. JDW Hi JDW, Thanks! I haven´t officially named the bike yet, but I called it "Nordsvensken" during the planning phase. It is the name of a swedish bred work horse similar to an Ardenner. Hope your head doesn´t ache today.  Cheers! /Anders |
|
|
|
Post by Johansson on Oct 9, 2013 14:38:00 GMT -5
Hi guys, I just got back from the shed where I have assembled the shaft and measured it in the lathe, I think I am on to something here because the amount of shaft throw was ridiculous!  I didn´t even bother to measure it because it must have been 0.5mm or even more, I removed the comp wheel and thrust bearing and it ran true again. I measured my spare turbine shaft that Andrew sent me and it measures exactly the same (1.5/100mm) so that is definitively caused by the lathe. 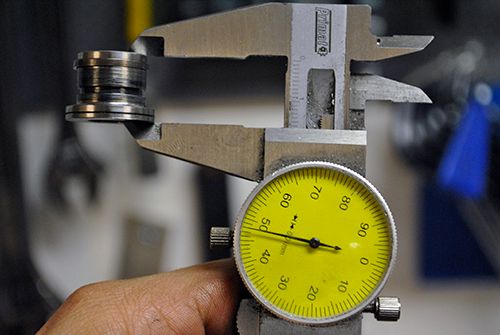 I then measured the individual bearing parts and to my surprise both the piston ring seal and the precision grinded spacer has a measurable imparallellability. (ha ha, I just invented a new word!) The piston ring spacer was worst with a 1/10mm difference around the diameter, its end surfaces look undamaged so I am at a loss how this has happened. It is completely stock and not modified in any way except for some heat damage that happened when I dropped the comp wheel nut. (not the spacer I wrecked during this test but an old one in much better shape) If the two spacers by chance were positioned "right" they would equal each other out and give a true-ish running shaft, but positioned "wrong" the skewness would double up and cause just the kind of damage my engine suffered during the last run. I will wait until I get the new bearing sets and measure those piston ring seals to see if they run true or not. Cheers! /Anders |
|
|
|
Post by racket on Oct 9, 2013 16:23:09 GMT -5
Hi Anders
OH !! , thats a concern :-0
I just measured a piston ring holder I have here and its fine at 16.55mm all around .
Yep , the rotative needs to be balanced as a whole unit , so slip on the oil slinger and piston ring holder ( without piston rings) , your spacer and comp wheel , and torque here up to specs , then using the Dremel with a cutting disc fitted , grind small alignment marks on the comp wheel snout and one side of the quill end .
It might pay to give the rotative a quick check in the lathe to make sure things are reasonably true before sending it off for balancing , Smithy balanced my rotatives to pretty fine "gas turbine" limits, much lower than standard Garrett turbo specs which can be a bit "broad" due to the damping effects of the "brass bush" bearings running in an oil flood .
Heres some data from the readout charts on the 10/98 rotor that Smithy balanced for me back in 2010 , the rotor using standard "pre balanced ??" components as they come from the supplier with balance grind marks on both comp and turbine wheel , when installed on his calibrated ( aero standard) machine there was an imbalance of 988mg at one end and 628mg at the other when spun at 976rpm ................after 8 incremental grinding/balancing steps he got the balance down to 4.42mg and 5.46mg at 747 rpm ........bugger all ....... this machine is so accurate it knows when a truck drives past on the street outside the turbine overhaul shop :-)
As a bit of an aside ............when I was developing the FM-1 engine using ball races, I had a lot of problems , one of them was the radial face of the turbine hub where the turb piston ring is fitted , it wasn't ground square to the shaft , not a problem when brass bushes are used as nothing is in contact with that face , but when a ball race is locked up against it ..........it didn't run very true :-( ..........it was only after wrecking a couple of rotors that I ended up making sure every "original" surface was true, ........ we can't trust anything to be correct ...........check and recheck everything :-)
Cheers
John
|
|
|
|
Post by Johansson on Oct 9, 2013 22:54:44 GMT -5
Hi John, As you see in the pic the piston ring measures 16.48mm at that point, could it be that when the piston ring holder heated up from rubbing the stainless sleeve while under the torque from the comp nut compressed the piston ring grooves? I can see no other reason for the malformation. In that case I can imagine how the damage occured. With a non concentric shaft tunnel/comp housing the poorly balanced shaft made contact between the piston ring spacer and the stainless sleeve, the spacer heated up and compressed until the rings seized up. With the rings locked in the grooves it made contact all the way around the sleeve which explains the marks in the sleeve, and the malformed spacer bent the shaft more and more until the compressor made contact with its housing which could be heard when the engine was coming to a halt. I am starting to feel that it was my lucky day that the oil pump switch broke when it did, a couple of seconds more and the comp wheel would have wrecked itself... I´ll make two new spacers and send both this shaft and the spare one away for balancing, might even get a discount if he can do them both at the same time. This way I have a complete spare rotor balanced and ready for action in case I need it some day. Will ask the turbo rebuild guy if he can give my shaft some special attention (that didn´t come out right...) and balance it better than "needed". I´ll measure every damn thing twice before I assemble the engine next time, I want an engine that can be trusted and not one I have to rebuild between every run... Cheers! /Anders |
|
|
|
Post by racket on Oct 10, 2013 3:35:15 GMT -5
Hi Anders
Yep , that sounds perfectly reasonable :-)
I have to agree with you about it being your lucky day , the whole piston ring holder and shroud sleeve could have welded themselves together if you'd been at a high power setting, as it is , its quite repairable with some minor parts ..............all part of the R and D learning process , ........you got out of it cheaply .
Cheers
John
|
|
|
|
Post by Johansson on Oct 10, 2013 14:10:49 GMT -5
I fit the shaft tunnel to the lathe a while ago and shimmed it so the bearing bore was perfectly centered, then I trued the outside so I wouldn´t need the shims any more.  With the shaft tunnel bore centered I could bolt the diffusor plate to it and use the indicator clock to align the bearing bore and the piston ring bore, I then used the lathe to remove the last 0.01´s until the to bores were perfectly centered. I must say that I am not at all surprised that the rings seized up, I tried to wiggle the diffusor plate with the bolts loosely in place and could move it almost 0.5mm back and forth...  Cheers! /Anders |
|
|
|
Post by racket on Oct 10, 2013 16:26:13 GMT -5
Hi Anders
LOL...0.5mm was probably a tad too much ;-)
Are you going to fit some sort of doweling so that the diffuser can be removed and replaced whilst maintaining concentric bores ??
Cheers
John
|
|
|
|
Post by Johansson on Oct 10, 2013 22:36:10 GMT -5
Yup, two spring pins should do the trick.
|
|
|
|
Post by Johansson on Oct 11, 2013 12:48:24 GMT -5
A friend has a 6mm reamer that he will borrow me, so next week I can drill the holes and make dowels out of drill bit shafts. Until then cheers!!! |
|




 the piston ring sleeve is in the same area as the front thrust bearing so as oil poured out of the damaged sleeve and temp went up this lead to oil starvation on the front thrust bearing. As this got hotter and expanded tightened the spacer and the rear thrust bearing leaving the marks.
the piston ring sleeve is in the same area as the front thrust bearing so as oil poured out of the damaged sleeve and temp went up this lead to oil starvation on the front thrust bearing. As this got hotter and expanded tightened the spacer and the rear thrust bearing leaving the marks.


 Anders amazing build and hope all works well and you kick Murphy in the teeth;) But my main reason to post is I think Racket and yourself should be elevated to "Turbine God" status;) I could explain more but the alcohol is free flowing this evening impairing my typing skills. Best of luck and hope to see the beast roar to life. On aside note have you named her yet?? If not I nominate BITCH for her name.
Anders amazing build and hope all works well and you kick Murphy in the teeth;) But my main reason to post is I think Racket and yourself should be elevated to "Turbine God" status;) I could explain more but the alcohol is free flowing this evening impairing my typing skills. Best of luck and hope to see the beast roar to life. On aside note have you named her yet?? If not I nominate BITCH for her name.



