ashpowers
Veteran Member

Joined: February 2011
Posts: 207
|
Post by ashpowers on Jul 16, 2012 13:01:45 GMT -5
The IR temp guns I've seen wont go up to the melt temperatures - usually top out around 750F. I have always used a K-type thermocouple probe attached to a Radio Shack multimeter designed to accept this probe as an input. There are a few different versions of these thermocouples - I have always used the inconel sheathed 1/8" diameter "probe" that has a length around 2.5" and 6' lead wires. EGT-CF-01 is the part number, on this page: www.grtavionics.com/default.aspx?id=47Works very well, quite durable and will last you a long time... |
|
|
|
Post by Johansson on Jul 26, 2012 17:45:44 GMT -5
My temp gun is good for 1000°C so I should be fine.
I had a little fun with a bag of beer and my Pegasus gas turbine tonight, been doing some work on the furnace as well so tomorrow I should be able to fire her up for the first time! =)
|
|
metiz
Senior Member
Joined: April 2011
Posts: 297
|
Post by metiz on Jul 26, 2012 20:16:04 GMT -5
I had a little fun with a bag of beer ] Wait, a BAG of beer? |
|
|
|
Post by Johansson on Jul 27, 2012 16:22:26 GMT -5
Correction, a bag full of beer.
|
|
|
|
Post by Johansson on Jul 28, 2012 16:49:53 GMT -5
Today I made a new and improved propane burner for the furnace, I followed Ash´s advice and fitted a 12V fan to get some more air flowing and it sure did.  I made the lifting tool for the crucible as well so now I only have to make the ones for lifting the crucible out of the furnace.   A friend of mine came over with a stainless ring for the freepower NGV inner wall, now I only have to wait for the damn stainless tube to arrive before I can start cutting out nozzle vanes and trimming the ring to size in the lathe.   Cheers! /Anders |
|
|
|
Post by racket on Jul 28, 2012 18:19:47 GMT -5
Hi Anders
LOL , that chunk of stainless is gunna need some lathe time :-)
Furnace is looking good .
Cheers
John
|
|
|
|
Post by Johansson on Jul 29, 2012 17:05:25 GMT -5
Knowing the size of my lathe, yes sir it will. I made the crucible lifting hooks today and started on a table mounted hot wire foam cutter, been a busy sunday with some shelves for the mill tools made and clearing up space in the workshop for the furnace and other casting equipment. |
|
|
|
Post by Johansson on Aug 1, 2012 16:00:16 GMT -5
I finished the hot wire cutter today, it works like a charm as long as I don´t put too much current through the thread and burn it off...  To keep the wire stretched while hot I made it spring loaded in one end. 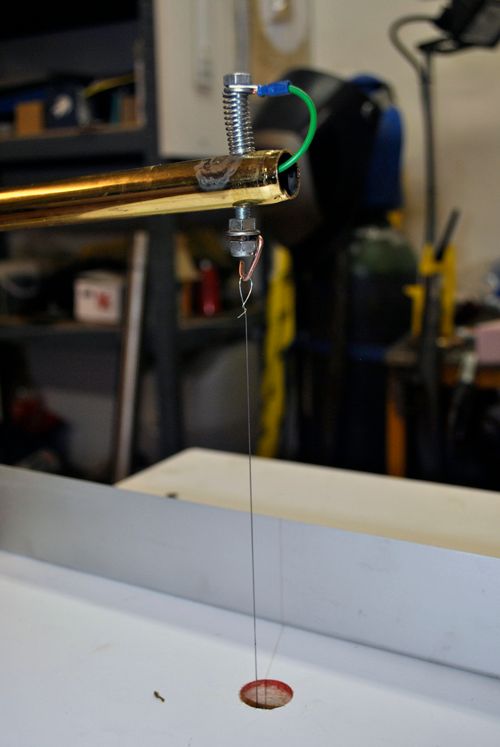 I made a quick test piece which I will try to cast as soon as I find time, Ella is the name of my 2.5 year old daughter so she will have a nice letter press if it turns out ok. 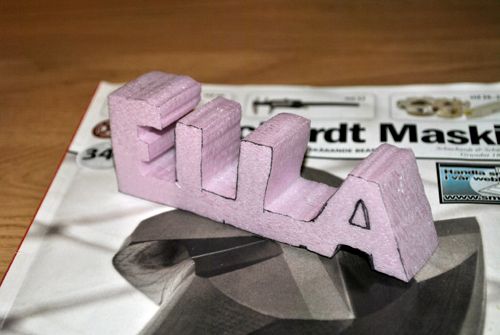 Cheers! /Anders |
|
|
|
Post by racket on Aug 2, 2012 1:19:30 GMT -5
Hi Anders
A nice simple setup :-)
Cheers
John
|
|
|
|
Post by turbochris on Aug 2, 2012 18:45:36 GMT -5
heh w those skills anders you can name your price when civilization collapses. me, Ernie and Richard are starting a hoard when the shit hits the fan we'd be happy to have ya!
|
|
|
|
Post by Johansson on Aug 5, 2012 23:07:06 GMT -5
heh w those skills anders you can name your price when civilization collapses. me, Ernie and Richard are starting a hoard when the shit hits the fan we'd be happy to have ya! It´s a deal Chris, hook me up as the guy who drinks all the leftover beer!  I kicked the furnace to life when my mother-in-law´s husband was visiting, he made a small decorative fish statue and I had my ELLA sign so after a few cold ones we decided to give it a go. I seemed to have poured the aluminum too cold judging from the look of my lost foam piece, the fich came out all right though so I will file this evening under "Great Successes" in the folder of my life. Sorry for the jibberish language by the way, but I think you get the point anyway. Cheers! /Anders |
|
|
|
Post by Johansson on Aug 7, 2012 15:43:59 GMT -5
Back to the gas turbine build again, I got some material I had ordered for the power turbine NGV yesterday so I pulled off a 2 hour pass in front of the lathe to finish the inner ring. 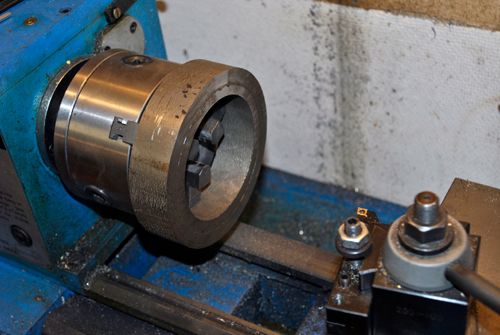 This ring will have a stainless cone welded to it later that directs the jet exhaust towards the power turbine blades, the inner edge of the NGV vanes will also be welded to it.  Here is the ring in place, later I will mill angled slots where the vanes will be inserted and welded in place but I have to talk it through with my mentor John first so I don´t mess anything up by milling the slots in the wrong angle.  A stainless tube will be cut into sections and used as NGV vanes, I cut out a couple just to get an idea how to profile them but I will have to think some more about that later.  Cheers! /Anders |
|
|
|
Post by racket on Aug 8, 2012 0:50:34 GMT -5
Hi Anders
Nice shiny stainless .............love it :-)
The C20 NGV has 37 vanes , the tip angle is ~28-30 degrees and the root angle is at 20 degrees , the throat size is 0.150" at root , 0.237" at mid and 0.325" at tip , it has a marked area of "14.41" , this is what I assume is a "flow" area of 14 square inches or 0.10 sq feet , the actual measured total throat area is ~15 sq inches , now all of the Allison turb wheels I've measured seem to have a "marked" area a bit smaller than the measured area , possibly to allow for boundary layer influences .
The original C20 NGV throat areas are ~ 30% too big for our flow rates , we need a total throat area of ~10 - 11 sq inches or 6400 - 7100 square millimetres , this might mean an outlet angle of ~18 degrees at the root and 25 degrees at the tip to give the required throat area as well as produce the desired radial pressure/velocity profile entering those longish 46mm turb blades.
The "tight"NGV root angle will produce a higher gas velocity but at a lower pressure than the tip because the turb wheel has impulse blading at the root whereas the tip is reaction blading so needs some extra pressure entering it so that it can be turned into velocity thru the wheels "tight" tip angle ( think nozzle)
It might take a bit of fiddling to get the vanes in the right position to produce the "correct??" throat area , which might end up being too big or too small once the engine is running , we can only aim for a ballpark figure at this stage , some dyno testing will soon show if the throats need adjusting :-)
Cheers
John
|
|
|
|
Post by Johansson on Aug 8, 2012 16:14:41 GMT -5
Thanks a lot John! |
|
|
|
Post by Johansson on Aug 11, 2012 17:53:23 GMT -5
With the kids asleep and my feancee stuck infront of the Olympics on tv I had the whole evening for myself! 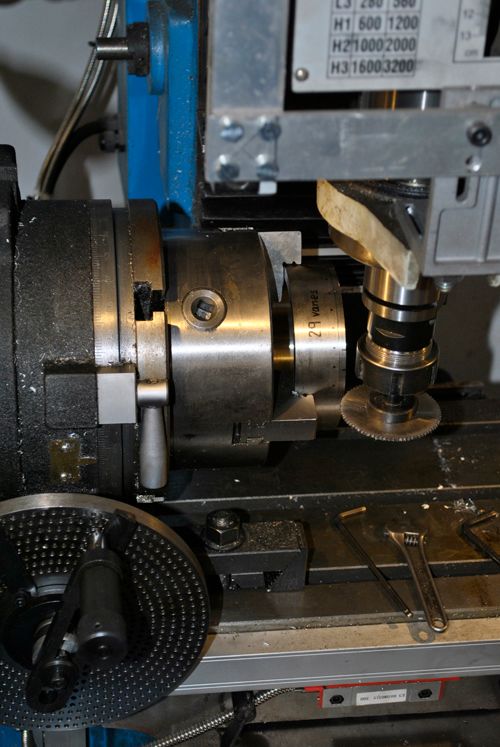 I had to make a new and longer holder for the cutter disc since the old one would make the fastening nut touch the NGV ring. 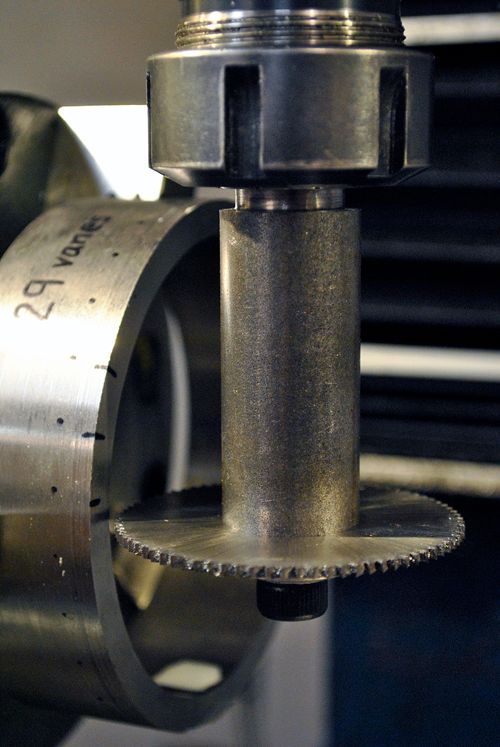 The cheap cutting disc struggled somewhat while making the 29 10mm deep slots in SS2343... ;D  After a hour and a half I was finished, and the cutting disc was more or less finished as well.  Time to get dirty, I cut the stainless 2mm walled pipe into shorter bits. 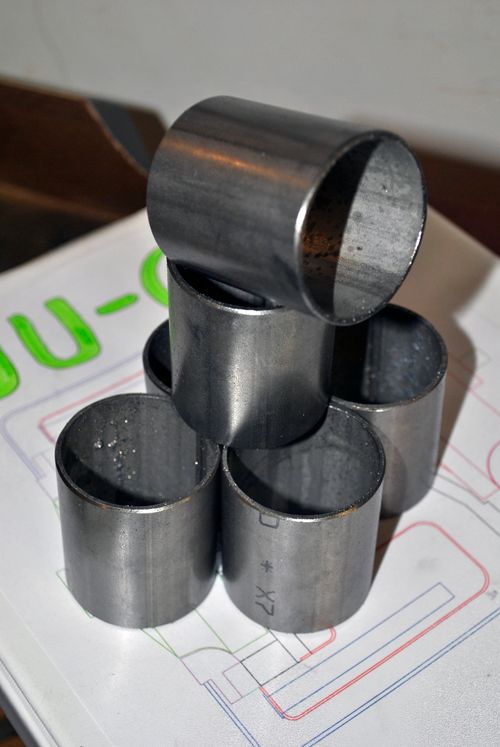 Then I cut each tube into four sections, or vanes as I will call them from now on. It was a bit tricky to mark the four cutting lines so the vanes would get equally sized but I managed after making a simple jig.  A 10mm long flat edge was made in the hydraulic press.  After that I cut away a section from each vane so there were a small lip intended to fit into the recently milled slots in the NGV ring. 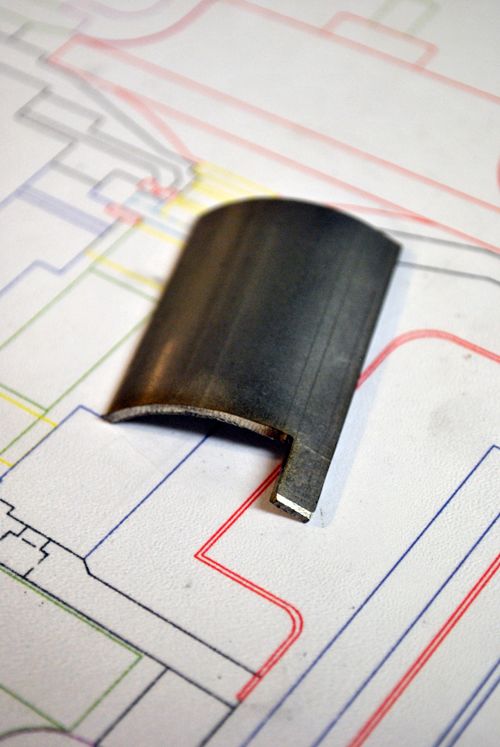 Time to start fitting the vanes!  Here is the entire NGV ring assembled, the vanes are too long and needs to be grinded down to fit the outer NGV ring and I haven´t done anything about the throat areas yet but it still looks like a million horsepower to me!  Cheers! /Anders |
|










