|
|
Post by racket on Aug 14, 2012 2:43:42 GMT -5
Hi Anders
Nice looking vanes , the bit of straight section on the outlet makes for a nice throat :- )
Cheers
John
|
|
|
|
Post by Johansson on Aug 14, 2012 12:51:40 GMT -5
Hi John, They sure do, fortunately the whole process of reprofiling the vanes can be done in two easy steps so no hammer and plier job that leaves 29 different shaped vanes...  Cheers! |
|
|
|
Post by racket on Aug 14, 2012 16:20:52 GMT -5
Hi Anders
LOL........you mean it won't have a "hand finished" look ;-))
Cheers
John
|
|
|
|
Post by Johansson on Aug 14, 2012 17:26:28 GMT -5
Nope, that won´t do.  I finished reprofiling the vanes tonight, after a couple of vanes I really got the hang of it and had it done in no time at all.  Checking the angle...  Since I had some time left before I had to call it a night I made the final cuts on the inner ring on the lathe, I also added an edge where the inner guide cone or what it might be called will be fitted. 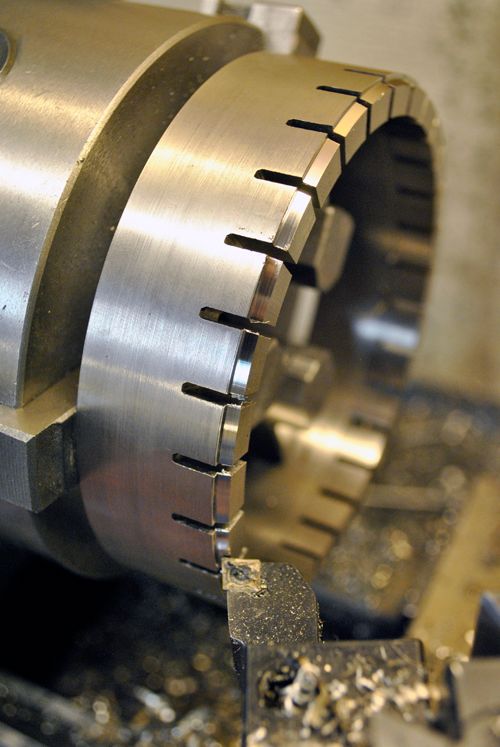 After that I fitted all vanes to the ring, adjusted each root throat width to 3.5mm and welded them in place. I had this funny feeling of having forgot something but fortunately that wasn´t the case.  After welding the protruding lip on the inside of the ring I turned the NGV around and put a bead on each vane at the nozzle exit to keep them fixed regarding angle and throat, later I can adjust the vane tip angle if necessary without bending the root as well. 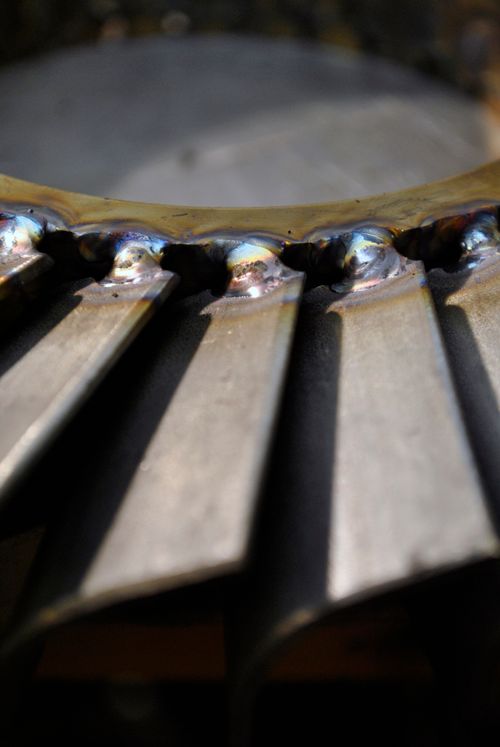 Here is the whole package cooling down on top of the NGV housing, as you can see I need to grind some material off the vane tips for it to fit inside the housing. I will try to do this with the NGV mounted to the rotary table in the mill so that I get it perfectly round.  Cheers! |
|
|
|
Post by racket on Aug 14, 2012 17:57:53 GMT -5
Hi Anders
Beautiful work of art :-)
She's coming together nicely
Cheers
John
|
|
|
|
Post by Johansson on Aug 14, 2012 23:45:43 GMT -5
Thanks John, I was actually close to polishing each vane with the cloth wheel before welding them in place but I figured naaaah... |
|
|
|
Post by Johansson on Aug 15, 2012 17:28:52 GMT -5
I sort of finished the NGV tonight, first off I mounted the NGV to the indexing table and made a holder for an angle grinder disc for my mill.  I even managed to take an action pic of the grinding, I am sorry for the sometimes crappy photo quality but I blame the light in the workshop. Sometimes it works better with flash and sometimes not, and I refuse to start fiddling with shutter timing and such...  With the vanes at the correct diameter I adjusted the throat until I got 8mm at the tip, this equals to 70cm2 which should hopefully be fairly correct. The vane angle turned out to 22° from tip to root. Then I tacked the NGV in place in the housing and did some more measuring and test fitting just to make sure I don´t screw this one up. 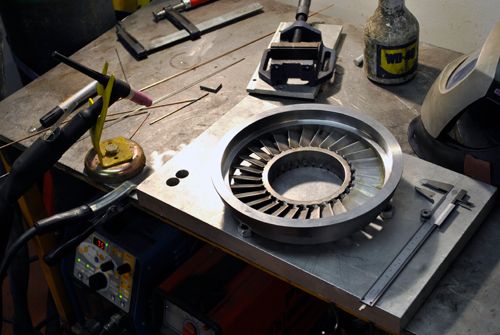 After measuring everything twice I welded each vane to the housing, earlier I hoped I could leave the vane tip exits unwelded since it would make adjusting them much easier but I felt that I rather grind away some welds than have the entire NGV come lose and drop into the power turbine at 30.000rpm...  Here is the NGV intake facing up, the vane edges might have to be cut to an angle later so the freepower ducting will fit.  Here you can barely see the C20 turbine blades behind the NGV.  Here the power turbine parts are resting after a tough week, the next step will be to bead blast everything and put a layer of cheramic coating on to keep some of the heat from reaching my coin sack which will be hanging a couple of centimeters above the engine while riding the bike...  Cheers! |
|
|
|
Post by pitciblackscotland on Aug 15, 2012 17:44:23 GMT -5
Hi Anders, Very nice work, YOU ARE ARE THE MAN  Cheers, Mark. |
|
|
|
Post by racket on Aug 15, 2012 23:42:42 GMT -5
Hi Anders
Thats looking the part :-)
How did you go about grinding down the NGV to fit in the shroud ??
Cheers
John
|
|
|
|
Post by Johansson on Aug 15, 2012 23:50:02 GMT -5
Thanks guys! John, I had the grinding disc set up in the mill spinning at some decent revs, then I lowered the mill head until the disc started to touch the vanes and made a full turn on the indexing table. Lowered the mill head 0.5mm and made another turn (and so on) until the NGV got a sliding fit inside the housing. As simple as ABC. (The pics seems to be down for some reason, Photobucket must have some problems since all the rest of the build pics are up and they are uploaded on Photobucket as well. Bugger.) |
|
|
|
Post by racket on Aug 16, 2012 2:45:47 GMT -5
Hi Anders
Its always nice when a job goes off without any problems :-)
Cheers
John
|
|
|
|
Post by Johansson on Aug 16, 2012 7:26:12 GMT -5
Yup, I was a bit worried at first that the vanes would bend from the load but they were fine.
|
|
|
|
Post by Richard OConnell on Aug 16, 2012 11:58:29 GMT -5
Beautiful work like always. I'm surprised the vanes were able to maintain angle against the grinder.
|
|
|
|
Post by Johansson on Aug 16, 2012 12:25:16 GMT -5
Thanks!
With the vane root welded at both ends, high revs on the grinding disc and small cuts it was no problems.
|
|
8maddog8
Member

Joined: July 2012
Posts: 24
|
Post by 8maddog8 on Aug 16, 2012 18:48:25 GMT -5
Awesome work mate!
Wish i had some of the tools you have, and the skill to use them haha
|
|









