|
|
Post by racket on Jun 13, 2017 17:02:08 GMT -5
Hi Tony
Yep , we can get pretty close by taking plenty of readings , my TV84 engine was developed without either a comp or turb map, and as most turbos follow a fairly predictable performance range we should be able to sort something out :-)
By taking P2 and T2 readings we can calculate comp effic , TOT and P4t along with a thrust and jet nozzle size can be used to roughly produce a mass flow reading as well as a turb stage effic.
Just about everything in a turbine engine can be cross checked, they really are a good exercise in maths and physics, which has been exploited by some of the modern design tools for more holistic calculations , but for us guys its probably better if we break our calcs up into a number of smaller segments, its easier to spot a mistake .
With your engine , because you won't be building a "full power" thrust engine , your T I T temperatures without bleed will/could be rather low in the 450 C-800 F sorta range , this in return means your flametube can be designed a lot smaller as your "hot" running with max temps will be with a smaller mass flow due to the bleed.
But for overall simplicity I agree with you , its probably better to go "standard" , get some running "numbers" to check how things are working and if they're "ballpark" before starting to play around with alternate scenarios , always nice to have a datum to come back to .
Cheers
John
|
|
CH3NO2
Senior Member

Joined: March 2017
Posts: 455 
|
Post by CH3NO2 on Jun 17, 2017 8:28:37 GMT -5
Hi Tony Yep , we can get pretty close by taking plenty of readings , my TV84 engine was developed without either a comp or turb map, and as most turbos follow a fairly predictable performance range we should be able to sort something out :-) By taking P2 and T2 readings we can calculate comp effic , TOT and P4t along with a thrust and jet nozzle size can be used to roughly produce a mass flow reading as well as a turb stage effic. (1)Just about everything in a turbine engine can be cross checked, they really are a good exercise in maths and physics, which has been exploited by some of the modern design tools for more holistic calculations , but for us guys its probably better if we break our calcs up into a number of smaller segments, its easier to spot a mistake . (2)With your engine , because you won't be building a "full power" thrust engine , your T I T temperatures without bleed will/could be rather low in the 450 C-800 F sorta range , this in return means your flametube can be designed a lot smaller as your "hot" running with max temps will be with a smaller mass flow due to the bleed. (3)But for overall simplicity I agree with you , its probably better to go "standard" , get some running "numbers" to check how things are working and if they're "ballpark" before starting to play around with alternate scenarios , always nice to have a datum to come back to . Cheers John Hi John, 1) I'll hook up a Mass Air Flow (MAF) sensor immediately upstream of the compressor for a direct reading. Fuel mass flow sensor, Fuel pressure, Compressor RPM, P2, T2, T3, T4 and anything else I can think of along the way. Instrumentation and data logging of everything worth measuring. 2) I'm all in to learn everything I can on the math, physics and science. I'm sure it'll take time but I'll stay on it. 3) That would be awesome if a significant portion of bypass air could be drawn out of the system. I certainly haven't anticipated a ~800+'F TIT but if it works out that way, it would be icing on the cake. As for the flame tube potentially being a lot smaller, can you elaborate on this? That would be rainbow sprinkles, on the icing, on the cake.  Thanks, Tony |
|
|
|
Post by racket on Jun 17, 2017 17:40:36 GMT -5
Hi Tony
LOL............the maths isn't very hard so you won't have problems with it.
As you aren't looking for thrust or shaft horsepower you'll be able to equip the engine with a diffusing exhaust to minimise exhaust energy losses , this then reduces your T I T as theres a greater pressure ratio across the turb stage .
As for the reduced combustor sizing , combustors are "rated" at combustion intensity rates , that is , BTUs/cubic foot / atmosphere/hour , if the amount of BTUs is reduced due to only needing a lower T I Ts then the cubic feet can be reduced, similarly when you start to bleed air , the BTUs won't change a lot even though your T I Ts will increase due to the same amount of fuel being burnt in less air .
Combustors are at their most "marginal" when the "atmospheres" are low , we might increase the "atmospheres" 6 or 8 times between idle and fuel power , but BTUs might only increase 4 or 5 times.
You probably need to design for a 2:1 PR as you'll be wanting bleed air at or below this pressure.
Cheers
John
|
|
|
|
Post by racket on Jun 17, 2017 19:39:31 GMT -5
Hi Tony
If we use the Garrett GT6041 comp map at a 2:1 PR and 120 lbs/min at 80% effic we get a ~79 deg rise in compression , which at a very modest T I T of ~450 C , and after a 5% pressure drop across the combustor might require a PR of ~1.7 :1 across the turb stage leaving a bit for the exhaust energy losses out of the diffusing exhaust pipe.
Using the 6041 turb map and your 1.39 A/R housing , you can probably expect a Corrected Flow max of ~85 lbs/min at the 1.9 PR going in , but when we do the Actual Flow it works out at ~100 lbs/min , you really need the bigger 1.5 A/R one to increase the Corrected Flow .
If we can reduce the pressure drop across the combustor to only 2% that helps a tad , so maybe lets not make the combustor too small
Cheers
John
|
|
CH3NO2
Senior Member
Joined: March 2017
Posts: 455
|
Post by CH3NO2 on Jun 18, 2017 6:32:40 GMT -5
Hi John,
Unfortunately Competition Turbo doesn't offer a larger A/R than 1.39 but i'll see if I can improvise a solution or work with another turbine housing supplier. I would love to get my hands on several different A/R's and put them all through testing to see what they do to the performance curves.
Tony
|
|
CH3NO2
Senior Member
Joined: March 2017
Posts: 455
|
Post by CH3NO2 on Jun 18, 2017 12:05:02 GMT -5
Using Jetspecs for a baseline flame can diameter then using Lefebvre's formula's for flame can flow area @ 5% delta P, it doesn't really make much of a difference on the flame can flow area if the PR is 3.5 or 2.0. See the image below for a comparison at the different PR's. The variable of combustor loading is another issue but I havent explored these calculations yet. Tony 
|
|
|
|
Post by finiteparts on Jun 18, 2017 14:15:24 GMT -5
Ok, back to the combustor design... We left off in the process of partitioning the airflow to each zone, with the primary zone sized to flow 21.3% of the engine mass flow (W3). Since the primary zone airflow was sized by the equivalence ratio, the percentage of engine total mass flow that enters the primary zone doesn’t change, only the actual mass flow changes due to the reduced design point airflow. The primary zone is absolutely critical for stable operation of the combustor over the entire engine envelope, thus there is a larger design focus on this region. If we go back to chemical reactor theory, we can see that for a given mass flow rate through the primary zone, there is a finite amount of time that the fuel-air mixtures has to complete its reaction before it exits the primary zone…this is called the residence time. When the fuel –air mixture enters the combustor, there are several things that have to occur even before the reaction begins and these each have characteristic timescales required for completion.
FUEL EVAPORATION
The first thing that needs to occur before the reaction can begin is the evaporation of the fuel droplets, because combustion occurs at the molecular level, one molecule crashing into another, the fuel cannot be in a liquid state, it has to be in a gaseous state to react. The time required for the fuel evaporation is driven by the combustor gas temperature and the droplet size. The time goes up with the square of the droplet size, so we obviously want the droplets to be as small as possible or if we use vaporizers, we want as much liquid conversion to occur in the tube as possible with enough liquid left at the end to sufficiently cool the tube walls so we don't burn off the ends of the vaporizer tubes. The fuels boiling point is another first order controlling factor in the evaporation rate. The boiling point for kerosene is 760-940 degrees R. Because kerosene and other common fuels are not composed of a single hydrocarbon molecule, the various species boil off at different rates. It is often simplified in calculations to be represented by dodecane, C10H22, which is a chain hydrocarbon with single bonds between the carbon (an alkane)…but if you look at a spectrometer image of kerosene, you can see that although a C10 is there, there are also other carbon masses present in the molecule (http://www.shimadzu.com/an/industry/petrochemicalchemical/chem0101010.htm). 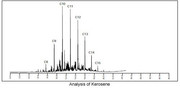 So how “long” is the evaporation time of kerosene droplets? To answer this we can look at the multitude of data out there for kerosene or Jet-A spray droplet evaporation. I will cite the work of Komiyama, Flanagan & Heywood reported in the 16th International Symposium on Combustion in 1977. Their paper, “Influence of Droplet Evaporation on Fuel-Air Mixing Rate in a Burner”, gives us an idea of what the times might be in a poorly designed combustor environment as opposed to the bulk of academic papers that require a bit of scaling to apply their results. They used a 6.6 lbm/hr pressure atomizing injector flowing into the burner. They ran the injector at two fuel supply pressures, 100 and 300 psig, which produced two different mean droplet sizes respectively, 60 and 35 micron SMD (Sauter mean diameter, a normalizing sizing function). Since in reality the droplet sizes are not a single value, the evaporation time occurred over a small time frame. For the 100 psig, 60 SMD spray, the droplet evaporation occurred from 3-9 ms, while the 300 psig, 35 SMD spray reduced the droplet evaporation time down to 1-4 ms. The advantage for reduced droplet sizing should be apparent. So for calculation purposes, we could assume a evaporation time that aligns best with our injection system. |
|
|
|
Post by finiteparts on Jun 18, 2017 14:16:23 GMT -5
MIXING TIME
The second amount of time that needs to occur before the reaction can occur is the mixing time. Again, since the reaction occurs at a molecular level, the fuel and air need to be mixed at a molecular level. This is the primary reason that we need to specify a certain level of pressure drop across the liner, we need to have a certain amount of mixing energy supplied by the incoming air jets. Lefebvre and others have based their recommendations for liner pressure drop based on jet mixing and turbulence theory and a great example of that is given in Palmer & Beer’s, “Combustion Technology-Some Modern Developments”, Chapter 4, “Flame Stabilization in High Velocity Flow by Swithenbank”. Swithenbank develops the arguments of Kolmogorov on the dissipation of turbulent energy in the flow. From this he shows that to achieve the same level of mixing as that which occurs in the jet stirred reactors (which assume complete mixing and thus a very small mixing time), there is a certain percentage of pressure drop relative to the dynamic pressure that is required to achieve the required turbulence intensity (which could similarly be read as the required mixing intensity). This is what sets up the rough 5% pressure drop estimate. If you refer to Lefebvre’s text, you will see that for a can style combustor, he recommends 7%.
The math is quite involved for the method Swithenbank provides, but it does allow the designer to understand the total available stirring energy that a given pressure ratio provides from a fundamental level .
The work of Komiyama, Flanagan and Heywood provides mixing times for an air assist version of the fuel nozzle and it shows a much superior atomization capability. Because the air flow provides the energy to atomize the fuel, the fuel pressure energy is not significant. At equivalent energy points, the air assist provides droplets of 25 and 10 micron SMD, which evaporate in 0.3-1 ms and 0.1-0.3 ms respectively. The air assist atomizer does allow the measurement of the mixing time, which was not done in the pressure atomizer study. So for the above conditions, the mixing time was 6 ms for the 25 micron droplets and 2.5 ms for the 10 micron droplets. We can see that the mixing time is quite a bit longer than the evaporation time, so it should be understood why there is a strong need to properly set the liner pressure drop. Recirculation of the primary zone also helps this greatly, but we will touch on that later.
|
|
|
|
Post by finiteparts on Jun 18, 2017 14:18:18 GMT -5
REACTION TIMETo understand the chemical reaction time in the primary zone we can focus our attention back on the work done by Longwell and others to develop stability limits for various fuels in the jet stirred reactors. The chemical reaction rate is a strong function of temperature and pressure. From the Kinetic Theory of Gases, we understand that as the temperature of a gas goes up, the kinetic energy of the individual gas molecules also increases. Additionally, if we increase the pressure, the chance for molecular collisions increases due to the presence of more molecules being in the same space. So if we increase the pressure and temperature, the reaction rate greatly increases, or vice versa, as the pressure and temperature decrease, the reaction rate decreases. Now, let’s look at a loading diagram based on the data provided by Herbert’s, “A Theoretical Analysis of Reaction Rate Controlled Systems: Part II”, in the 8th International Symposium on Combustion preceedings. The data was derived from the data of Longwell and Weiss using air and iso-octane (C10H18), but for our purposes, we will assume that it behaves similar to dodecane or by extension, kerosene. This is not really much of a stretch, because it has been shown that the performance of a jet-stirred reactor is fairly fuel insensitive. You might have a hard time believing that methane (CH4) or Propane (C3H8) would behave in anyway similar to kerosene, but what you are forgetting is that the jet stirred reactor is used to only study the reaction rate times. The intense stirring renders the mixing and evaporation time inconsequential and when you vaporize kerosene, it breaks down into smaller hydrocarbon constituents, such as CH4, C3H8, C10H18, etc. So they are not really that different in how they react in the reactor. 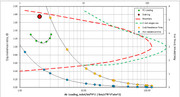 So if we look at the red dashed line, this represents the data from Herbert’s iso-octane testing. Inside the boundary that this line creates is the reaction possible zone, outside of this, reaction is not possible. It is important to note that this curve is valid for a single value of inlet temperature, 260 F, which is pretty close to our compressor discharge temperatures. If the reactor were to be fed with cooler air, the stability limits would shrink. Additionally, the ignition boundary is no where near as big as this…you can think of it as a scaled down version of this curve centered in the inner region. So what does this do for us? Well first, if you really look at the units of the loading parameter, you see that if you have a fixed volume, pressure and mass flow, you are left with an unknown time unit. SO with some manipulation, you can generate curves of primary zone residence time. What these tell us in the minimum residence time that we have to have in the primary zone to make sure that just the chemical reaction can be completed to the 80% level that Bragg’s work tells us. If we look at the “Hot” residence time curve (blue dots), we see that we need over 1 ms for the green dots that represent my combustor primary zone loading. This allows me to calculate the length of the primary zone needed to meet the stability requirements due to the chemical loading of the primary zone. If you decrease the primary zone volume or the inlet pressure, the green dots (PZ Loading) will move sideways to the right, towards the narrower stability region and if the PZ volume or inlet pressure increases, the PZ loading will shift to the left in the wider stability zone. The effect of temperature is captured in the equivalence ratio, and this is the reason that Lefebvre developed his parameter, because the impact of inlet temperature is “hidden” in this curve. The big red dot represents the starting conditions, which typically move towards less stability…as can be seen here by the proximity to the rich blow out boundary. This point would be well outside the ignition boundary, and some work would have to be done to move the ignition point to a more favorable location. Often, the lack of mixing energy and any heat to evaporate the fuel at startup means that you have to run a rich dome to allow the local concentrations to have the chance to be near a phi = 1. The droplets will have very small vapor layers forming around them due to the low dome air temperature and the low mixing energy means that the locally rich regions around the droplets have a hard time migrating out into the bulk of the flow. For our engines that only sit on the ground, altitude effects are not very significant and thus the real difficult PZ loading conditions are usually not an issue for us. Finally, the green dashed line represents a 3 inch diameter combustor which had a single row of primary zone holes. This was the only recirculation mechanism, the reverse flow of the jets as they came in to fill the dome region. This work was reported in “The Flame Stability and Heat Release Rates of Some Can Type Combustion Chambers”, R.A. Jeffs, it the 8th International Symposium on Combustion. This was work done at the National Gas Turbine Establishment at Pyestock (NGTE) in England. They evaluated several combustor designs and created stability maps for each. The reason for its inclusion is to illustrate that the jet stirred reactor can represent a gas turbine combustor, assuming that the combustor has been designed sufficiently that it is not mixing or evaporation limited.
|
|
|
|
Post by finiteparts on Jun 18, 2017 15:30:47 GMT -5
It should be apparent from the above discussion why the starting behavior of the engine often shows very long flames that pass through the turbine stage. The reduced reaction rate at the low temperature, low pressure starting conditions means that even with the low starting mass flows, the air-fuel mixture doesn’t have sufficient “stay” time in the combustor to complete the reaction. So if we bring it all together. For a low pressure ratio can style combustor, and the data presented, we need about 2.5 ms for the chemical reaction at the lowest combustor loading, then we need at least 6 ms or more to mix the evaporated fuel and air and finally, we need upwards of 9 ms to evaporate the fuel in the compressor discharge air temps. That means we need over 17.5 ms of residence time in the primary zone itself...for a combustor firing temperature, that means we need a primary zone that is 20 inches long! That can't be right??!!! It's not. The data provided by Komiyana, Flanagan and Heywood was designed to produce a flame that simulates a one-dimensional reaction. They had a swirler to anchor the flame, but not enough to really provide sufficient mixing and recirculation. I ran through this exercise to illustrate the need to really understand the primary zone of your combustor! You can have a combustor that doesn't work if you don't! So what changes...well, if you get your mixing sufficiently close to the jet stirred reactor, you know that you should not have problems with the chemical loading and thus be well away from any blow-out conditions. If you base you pressure drop on the the general guidelines that the pressure drop across the liner is around 4-7% of the inlet pressure, then you should have sufficient mixing so that you can almost ignore the mixing time. For a conservative approach, you could add 1 ms of mixing time as a means to account for the combustor not being a perfectly stirred reactor, but more like a partially stirred reactor. There are chemical reactor means to calculate this based on the amount of partial stirring, but that is the topic for another day. Finally, and most importantly, you want to make sure you have sufficient recirculation in the PZ. Recirculation not only introduces the fresh reactants that just entered the combustor to the partially reacting or completed products, it also convectively transports heat into these reactants. If I can get the relative inlet temperature up to temperatures over the boiling point of the liquid, I can have the droplets evaporated in a very short timescales. Again, they could be on the timescales that mean we are really only dealing with the chemical reaction times setting the PZ length. Melconian and Modak present an alternative to sizing the primary zone in Chapter 5 of Sawyers Gas Turbine Engineering Handbook. I have reported it here before and I used it to size my primary zone length for my undergrad senior design project. They show the "Magic Circle" as a means to set the leading edge of the primary dilution holes. The magic circle is just an inscribed circle with one edge touching the dome and the circle diameter sized to span from the liner inner wall to the combustor centerline...effectively setting the PZ length as being equal to 1/2 of the liner diameter. This works with the residence time method, which gives the PZ residence time for the 5 inch diameter can combustor as 2.18 ms. If I assume that the combustor is only chemically reaction rate limited, then the reactor loading would suggest a minimal PZ residence time of 1.9 ms at the full power condition. There is a third method, the velocity method discussed in Mellor's book, but that will have to wait for another day. I was unable to find a public source of data for the plunged cooling holes. You can find a plot in Lefebvre's or Mellor's books. Here is a second report for discharge coefficients for more dilution holes in combustor liners that you can use as a reference in your design... ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/19930084900.pdfEnjoy! Chris |
|
|
|
Post by racket on Jun 18, 2017 17:56:17 GMT -5
Hi Chris
Most enjoyable read :-)
Explains exactly why Jetspecs produces a "generously proportioned" combustor , which to a lot of guys over the years seemed a bit too generous, LOL........but considering the sometimes rather crude fueling methods we've seen , maybe not generous enough .
Please keep those contributions coming
Cheers
John
|
|
|
|
Post by racket on Jun 18, 2017 18:02:38 GMT -5
Hi Tony
If the 1.39 A/R is the biggest then we'll just need to work with it , a tad more pressure ratio will get the required mass flow through the stage .
There'll be a need for trial and error testing of your engine to find where things fall , but there shouldn't be anything major to worry about.
Cheers
John
|
|
CH3NO2
Senior Member
Joined: March 2017
Posts: 455
|
Post by CH3NO2 on Jun 18, 2017 19:08:06 GMT -5
This thread needs a sticky.
|
|
|
|
Post by finiteparts on Jun 18, 2017 21:30:06 GMT -5
I am glad that you are finding this information interesting.
My ability to post has been hit or miss lately due to the upcoming birth of my daughter. We are expecting to be seeing her sometime this week, so I will probably be a bit preoccupied.
Thanks,
Chris
|
|
|
|
Post by racket on Jun 18, 2017 21:45:48 GMT -5
Hi Chris
Congratulations :-)
We'll be looking forward to hearing the good news.
Cheers
John
|
|






